Den ultimata guiden till träborrkronor: Precision, kraft och prestanda inom professionell träbearbetning
Träborrkronor representerar toppen av specialiserad borrteknik för träbearbetning. Till skillnad från vanliga spiralborrar eller spadborrar har borrar en unik spiraldesign som leder skräp uppåt samtidigt som de skapar exceptionellt rena, djupa hål med minimal ansträngning. Från möbelsnickare till dörrmontörer förlitar sig yrkesverksamma på dessa borrar för uppgifter som kräver precision i djup, diameter och finish – oavsett om det gäller att tillverka pluggförband, dra ledningar genom balkar eller installera cylindriska lås.
Kärnteknik och funktioner
1. Avancerad flöjtdesign och skärgeometri
- Flerskärig konfiguration: Premiumborrkronor har 3–4 spiralformade räfflor (spår) som fungerar som transportbandssystem och effektivt matar ut träflis uppåt. Detta förhindrar igensättning i djupa hål (upp till 300–400 mm) och minskar värmeutveckling. Enkelskäriga konstruktioner passar mjukare träslag, medan 4-skäriga varianter utmärker sig i lövträ eller hartsartat virke.
- Skruvspetspilot: En självmatande skruvspets vid spetsen drar in borret i träet, vilket eliminerar vandring och säkerställer hålnoggrannhet från första varvet. Detta står i kontrast till spadborr, som kräver ett fast tryck och ofta glider av från markeringen.
- Spiralfräsar: Slipade kanter på borrets periferi skär träfibrerna rent innan huvudkroppen lyfter materialet, vilket resulterar i splitterfria ingångs- och utgångshål – avgörande för synliga snickerier.
2. Skaftteknik för kraft och kompatibilitet
- Sexkantsskaft dominerar: Över 80 % av moderna borrar använder sexkantsskaft på 6,35 mm (1/4 tum) eller 9,5 mm (3/8 tum). Dessa låses säkert i snabbväxlingschuckar (t.ex. slagskruvdragare) och förhindrar glidning vid högt vridmoment. SDS- och runda skaft är fortfarande nischalternativ för specialiserade riggar.
- Förstärkt krage: Högbelastningsmodeller har en tjock stålkrage under skaftet, vilket förhindrar böjning vid aggressiv borrning i tät ek eller lönn.
3. Materialvetenskap: Från högspänningsstål till hårdmetall
- Snabbstål (HSS): Branschstandarden för balans mellan kostnad och hållbarhet. Behåller skärpan upp till 350 °C och klarar 2–3 omslipningscykler. Idealisk för allmänt snickeriarbete.
- Högkolstål: Hårdare än HSS men mer sprött. Bäst för borrning i stora volymer av barrträ där egghållning överväger slagtålighet.
- Hårdmetallbelagd: Har lödda skäreggar av volframkarbid för borrning i slipande kompositer, laminerat trä eller fryst virke. Håller 5–8 gånger längre än HSS men till ett 3 gånger högre pris.
Tabell: Jämförelse av skruvborrmaterial
| Materialtyp | Bäst för | Borrningslivslängd | Kostnadsfaktor |
|---|---|---|---|
| Högkolstål | Barrträ, högvolymsarbete | Medium | $ |
| Snabbstål (HSS) | Lövträ, blandade material | Hög | $$ |
| Karbidspetsad | Kompositer, slipande träslag | Mycket hög | $$$$ |
Tekniska fördelar jämfört med konventionella borrar
- Djupkapacitet: Borrar borrar upp till 10 gånger sin diameter djupt (t.ex. 40 mm borr → 400 mm djup) utan att fastna – oöverträffat av Forstner- eller spadeborrar.
- Hastighet och effektivitet: Skruvspetsen drar borret med 2–3 gånger matningshastigheten jämfört med en spiralborr och skär 25 mm djupa hål i lövträd på under 5 sekunder med en borr på 1 000 varv/min.
- Precisionstoleranser: Industriklassade borr (t.ex. ISO9001-certifierade) håller diametrar inom ±0,1 mm, vilket är avgörande för plugg- eller låsinstallationer. Inkonsekventa borr (t.ex. 1-tums borr med 7/8-tums vridning) går sönder i styrda jiggar, medan borr med äkta 1:1-förhållande fungerar.
- Spånborttagning: Spåren avlägsnar 95%+ av skräpet, vilket minskar friktionen och förhindrar att "kokt trä" bränns i hål djupare än 150 mm.
Tekniska specifikationer och urvalsguide
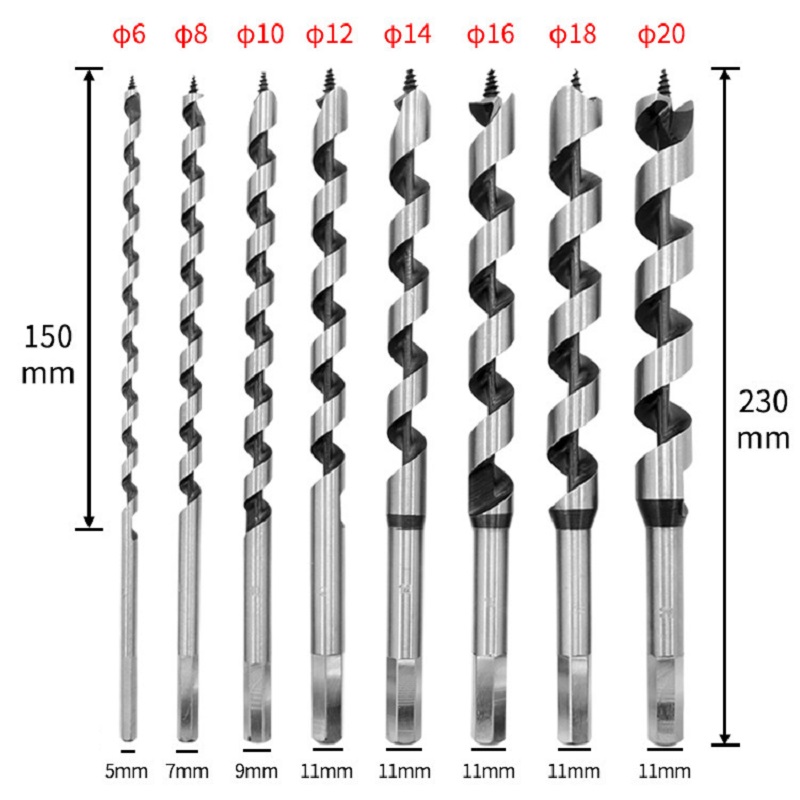
Storleksstandarder
- Diameterområde: 5 mm–100 mm (uppgiftsspecifikt):
- 6–10 mm: Dymlingar, elektriska rör
- 15–40 mm: Låscylindrar, VVS-rör
- 50–100 mm: Bärbalkar, snickerier med stor diameter
- Längdklasser:
- Kort (90–160 mm): Skåp, dörrlåshål
- Lång (300–400 mm): Trästomme, djupa tapphål
Beläggningar och ytbehandlingar
- Svartoxid: Minskar friktionen med 20 % och ger mild korrosionsbeständighet. Standard för HSS-borr.
- Blankpolerad: Slät yta minimerar hartsvidhäftning i tall eller cederträ. Vanligt förekommande i livsmedelssäkra tillämpningar.
- Titanitrid (TiN): Guldfärgad beläggning för 4x slitstyrka; sällsynt i borrar på grund av kostnaden.
Tabell: Skafttyper och kompatibilitet
| Skafttyp | Verktygskompatibilitet | Momenthantering | Användningsfall |
|---|---|---|---|
| Sexkant (6,35 mm/9,5 mm) | Slagskruvdragare, snabbchuckborrar | Hög | Allmän konstruktion |
| Runda | Traditionella tandställningar, handborrar | Medium | Fin träbearbetning |
| SDS-Plus | Borrhammare | Mycket hög | Borra i trä med inbäddade spikar |
Verkliga tillämpningar och proffstips
- Installation av dörrlås: Använd borrar med 2,5 cm diameter (med äkta 2,5 cm vridning) för låshålen. Undvik spadborrar – de sliter ut tappkanter och avviker i djupa snitt.
- Träkonstruktion: Kombinera 32 mm långa borrar på 32–38 cm med högmomentborrar (≥650 Nm) för räckesstolpar eller balksnickerier. Tillsätt paraffinvax i spåren vid borrning i hartshaltigt trä.
- Möbeltillverkning: För dymlingsfogar, välj borr som är 0,1 mm bredare än dymlingar för att möjliggöra limexpansion.
Kvalitetssäkring och certifieringar
Ledande tillverkare följer ISO 9001-standarderna och validerar hårdhet (HRC 62–65 för HSS), dimensionsnoggrannhet och belastningstestning. Borrkronor genomgår stickprovsförstörelsetester för att säkerställa att vridhållfastheten överstiger 50 Nm.
Slutsats: Den oumbärliga träbearbetningsarbetshästen
Träborrkronor förenar århundraden gamla mekaniska principer med modern metallurgi. Deras optimerade spånavgång, djupkapacitet och precision gör dem oersättliga för yrkesverksamma som värdesätter hastighet utan att offra kvalitet. När du väljer ett borr, prioritera certifierade HSS- eller hårdmetallbelagda modeller med sexkantsskaft och flerskäriga designer – investeringar som återbetalar sig i form av felfria resultat och minskade driftstopp i verkstaden.
Publiceringstid: 26 juli 2025