Segment för diamantsågklinga och kärnborr




fördelar
1. Dessa borr är vanligtvis tillverkade av olika material som diamant, slipmedel eller en kombination av båda. Diamantborr är kända för sin höga skäreffektivitet och hållbarhet och är lämpliga för att skära hårda material som betong, murverk och sten. Slipskivor används vanligtvis för att skära mjukare material.
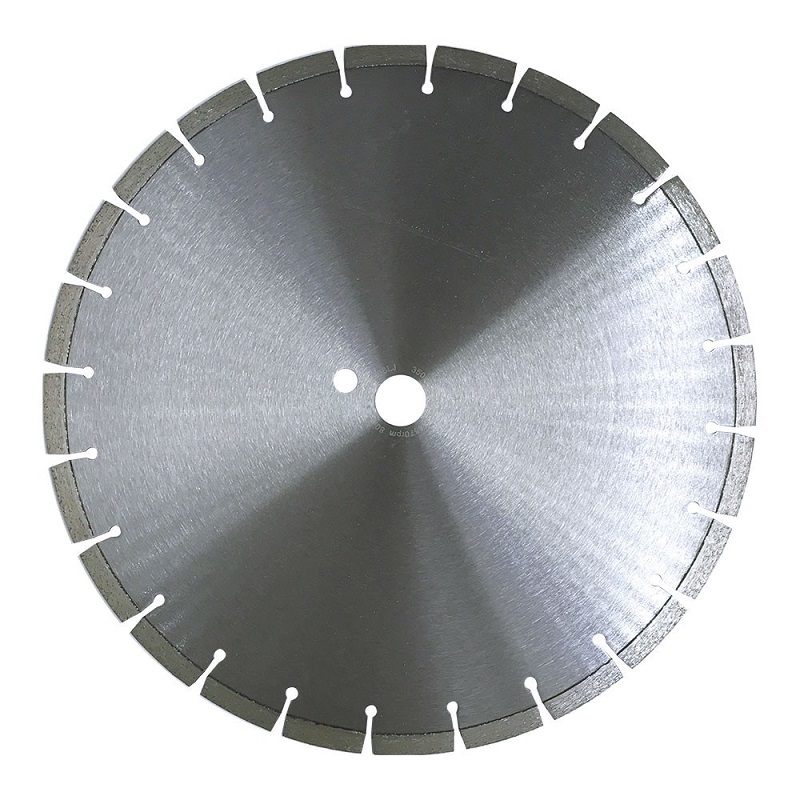
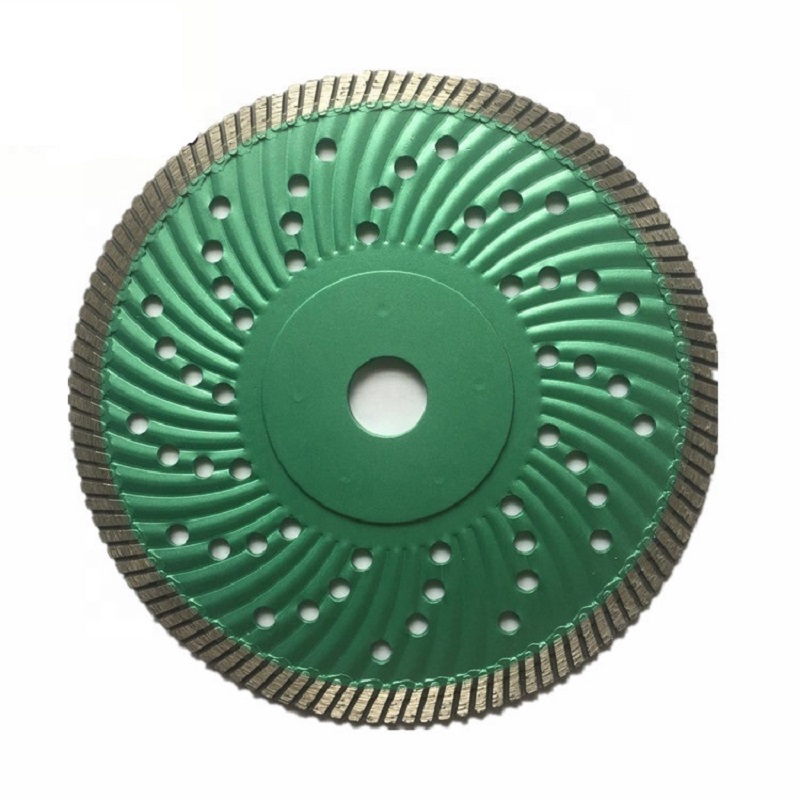
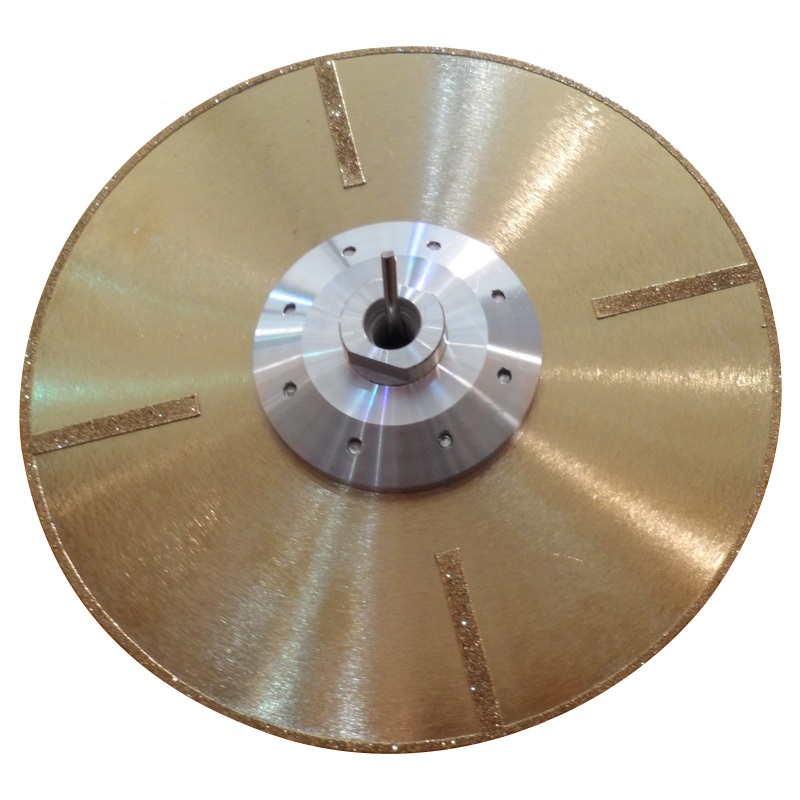
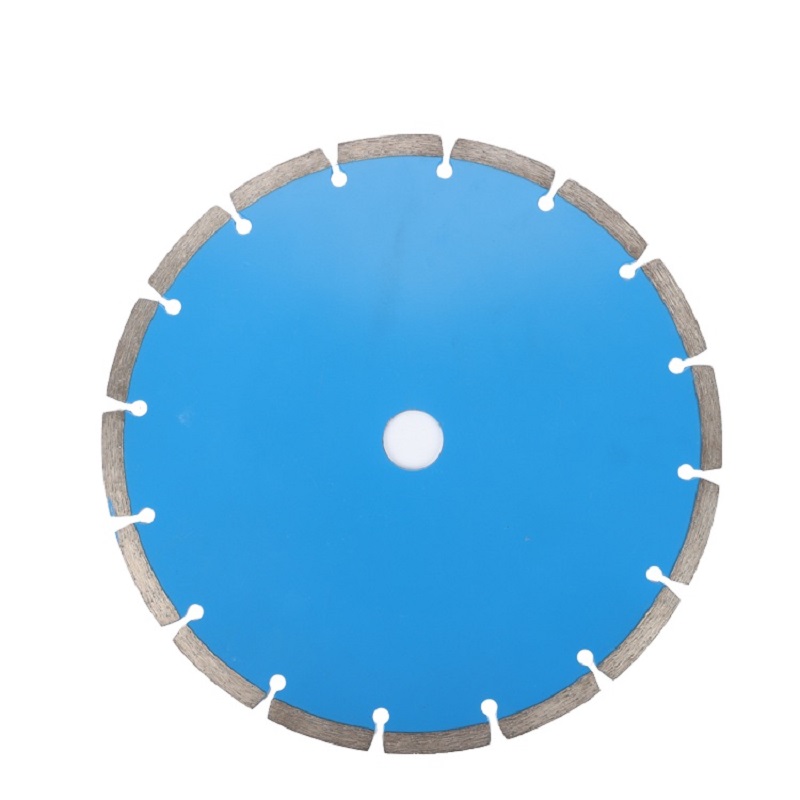
2. Bladets form och design spelar en viktig roll för att bestämma skärhastighet, noggrannhet och förmågan att avleda värme under skärprocessen. Vanliga borrformer inkluderar turbin-, våg-, segmenterad och kontinuerlig egg, var och en utformad för specifika skärtillämpningar och material.
3. Storleken på skärhuvudet, inklusive höjd och tjocklek, påverkar direkt skärdjupet och stabiliteten i skärprocessen. Större huvuden används vanligtvis för kraftigare skärning, medan mindre huvuden kan användas för finare och mer exakta snitt.
4. Bindningsprocessen som förbinder bladsegmentet med sågbladet eller kärnborrspetset påverkar verktygets styrka och stabilitet. Segment kan sammanfogas med en mängd olika bindningsmetoder, inklusive sintring, lasersvetsning eller lödning, vilka var och en erbjuder specifika fördelar när det gäller styrka och värmebeständighet.
5. Antalet och arrangemanget av borrar på ett blad eller en kärnborr påverkar skäreffektiviteten, värmeavledningen och skärförloppet. Välj mellan olika konfigurationer, såsom segmenterad, kontinuerlig eller turbin, beroende på dina specifika skärbehov och material som bearbetas.
6. Vissa borrar är utformade med specialfunktioner, såsom skydd mot underskärning, hål för effektiv borttagning av skräp eller kylhål för att förhindra överhettning under långa skäroperationer.
7. Skärhuvudet kan utformas för specifika skärtillämpningar, såsom betongskärning, asfaltskärning, kakelskärning eller borrning i en mängd olika material, vilket säkerställer optimal prestanda och livslängd för den specifika uppgiften.
Produkttestning

FABRIKSPLATS

| Produktnamn | Sågbladets diameter (mm) | Segmentdimension (mm) | Segmentnummer (st) | Form |
| Diamantsegment för sten | 300 | 40×3,2×10(15,20) | 21 | B-form, K-form, M-form, rektangel, smörgåsform etc. |
| 350 | 40×3,2×10(15,20) | 24 | ||
| 400 | 40×3,6×10(15,20) | 28 | ||
| 450 | 40×4,0×10(15,20) | 32 | ||
| 400 | 40×3,6×10(15,20) | 28 | ||
| 450 | 40×4,0×10(15,20) | 32 | ||
| 500 | 40×4,0×10(15,20) | 36 | ||
| 550 | 40×4,6×10(15,20) | 40 | ||
| 600 | 40×4,6×10(15,20) | 42 | ||
| 650 | 40×5,0×10(15,20) | 46 | ||
| 700 | 40×5,0×10(15,20) | 50 | ||
| 750 | 40×5,0×10(15,20) | 54 | ||
| 800 | 40×5,5×10(15,20) | 57 | ||
| 850 | 40×5,5×10(15,20) | 58 | ||
| 900 | 24×7,5×13(15) | 64 | ||
| 1000 | 24×7,5×13(15) | 70 | ||
| 1200 | 24×8,0×13(15) | 80 | ||
| 1400 | 24×8,5×13(15) | 92 | ||
| 1600 | 24×9,5×13(15) | 108 | ||
| 1800 | 24x10x13(15) | 120 | ||
| 2000 | 24x11x13(15) | 128 | ||
| 2200 | 24x11x13(15) | 132 | ||
| 2500 | 24×12,5×13(15) | 140 | ||
| 2700 | 24×12,5×13(15) | 140 |
| Diamantsegmentstorlek för kärnborrning | ||||
| Kärnborrdiameter (mm) | Beskrivning | Segmentstorlek | Segmentnummer | Svetsning |
| 51 | Bearbetningsmaterial: armerad betong Anslutning: 1 1/4″ UNC; Pipa: 450 mm | 22*4*10 | 5 | Frekvens kopparsvetsning |
| 63 | 24*4*10 | 6 | ||
| 66 | 6 | |||
| 76 | 7 | |||
| 83 | 8 | |||
| 96 | 9 | |||
| 102 | 9 | |||
| 114 | 10 | |||
| 120 | 24*4,2*10 | 11 | ||
| 127 | 11 | |||
| 132 | 11 | |||
| 152 | 24*4,5*10 | 12 | ||
| 162 | 12 | |||
| 180 | 14 | |||
| 200 | 16 | |||
| 230 | 18 | |||
| 254 | 20 | |||
| 300 | 24*5*10 | 25 | ||